Fabrikanten bouwen nokkenassen in hun motoren die zorgen
voor een flexibel motorkarakter
(zodat iedereen bij een stoplicht vlot
weg kan komen), voor een laag brandstofverbuik en een lage
milieubelasting enz. enz.
Wil je meer vermogen, en je vindt het niet erg dat er
onder pakweg 3500 toeren vermogen wordt ingeleverd dan kun je
“snelle” nokkenassen inbouwen.
Dergelijke nokkenassen hebben vaak een langere openingsduur in
combinatie met meer lift waardoor er meer tijd beschikbaar is om
de cilinder met een brandbaar mengsel te vullen.
Voor heel veel motoren zijn dergelijke nokkenassen gewoon te koop
waarbij je vaak ook nog kunt kiezen uit een grote variatie in
openingsduur en lift. Het kiezen van een nokkenas met de voor jou
meeste geschikte openingsduur en lift is en blijft echter erg moeilijk.
Omdat dergelijke nokkenassen meestal ook niet echt goedkoop zijn is het
aantrekkelijk om ze zelf te slijpen zodat je hiermee (voor niet al
teveel geld) op een vermogenstestbank kunt experimenteren.
Het maken van een as is niet moeilijk, maar het
slijpen van een nokprofiel op deze as is natuurlijk heel andere koek.
Vroeger werd een profiel op papier getekend en overgenomen op een
zogenaamde “moedernok”. Door mechanisch te copieren werd dan een
profiel op een as geslepen, Ludwich Apfelbeck geeft van deze methode
een uitgebreide beschrijving in zijn boek “Wege zum
Hochleistungs-Viertaktmotor” (dit boek is "verplichte kost" voor de serieuze tuner, er is zelfs een Nederlandse vertaling van!). Tevens geeft Apfelbeck in zijn boek een tekening van een nokcopieermachine (dit is een twee-assige machine waarbij de "moedernok" dezelfde grootte heeft als de te slijpen nokken).
Met de komst van de computer is dit allemaal veranderd, er zijn nu computerprogramma's waarin je de
klepbedieningsmechaniek kunt tekenen en waarin je de gewenste
openingsduur, maximale lift, rampsnelheid, ramphoogte, de maximale versnelling en
de maximale vertraging, e.d. kunt
opgeven.
(kijk onderaan in dit artikel voor wat
meer informatie over maximale versnelling en maximale vertraging e.d.).
Het programma produceert vervolgens de slijpgegevens
voor de nok in de vorm van een veelvoud aan coördinaten.
Het in de computer invoeren van de gewenste openingsduur en
maximale lift is niet zo’n punt, maar de maximum versnelling en
de maximum vertraging is echter nog niet zo eenvoudig, je weet immers
niet wat bijvoorbeeld de maximale versnelling kan zijn voordat de
klepbediening van een bepaalde motor het laat afweten !
Dergelijke maximale waardes worden mede bepaald door de soort
klepbediening van de motor.
Mijn oude Triumph heeft bijvoorbeeld een
klepbediening met stoterstangen, een dergelijke klepbediening is
minder sterk dan bijvoorbeeld de enkele bovenliggende nokkenas met
tuimelaars zoals gemonteerd in mijn Laverda.
Met name de maximaal
toelaatbare versnelling zal bij een stoterstangbediening lager zijn.
Dit is allemaal zeer moeilijk te berekenen, en hiermee experimenteren
lijkt mij ook niet zo verstandig !
Het kan ook anders. In computerprogramma's voor het ontwerpen van nokkenasprofielen kunnen meestal klepliftgrafieken worden ingevoerd waarna dit
programma de maximale versnellingen en vertragingen e.d. uitrekent.
Het is daarom verstandig om van zoveel mogelijk (race) nokkenassen (bestemd voor alleen jouw type motor natuurlijk) klepliftgrafieken te maken (graden versus lift). Zie elders bij "Tuning" voor informatie over het maken van een klepliftdiagram.
Mocht je op het internet
ergens een (gedetaileerde) klepliftgrafiek van je motor tegenkomen, downloaden. Kun je van een kennis een (race)nokkenas lenen waarvan je de gegevens nog niet hebt, altijd doen.
Op een dergelijke manier weet je op den duur wat voor jouw type motor acceptabele waardes voor versnellingen en vertragingen e.d zijn zonder te hoeven experimenteren.
Nadat de maximale versnellingen en vertragingen e.d. bekend zijn kan een nieuw nokkenas-profiel
m.b.v. het computerprogramma gemaakt worden. Het computerprogramma komt met een “default” nokkenasprofiel.
Nadat de openingsduur en maximale lift en acceleratie e.d. in het computerprogramma allemaal zijn aangepast wordt een enorme hoeveelheid
coördinaten geproduceerd waar een CNC gestuurde machine een nok van zou kunnen maken.
Voor meer nauwkeurigheid maak ik echter gebruik van "moedernokken" die een veel grotere basiscirkel hebben dan de later te slijpen nokken. Zie ook het onderstaand filmpje en de foto's.
Alle coordinaten zet ik daarom in het programma Autocad op een
basiscirkel van R=65 mm (commando
“Offset”).
Hiervoor is het allereerst nodig dat alle coordinaten op een manier worden geschreven waar Autocad mee overweg kan, de coordinaten moeten al volgt zijn geschreven : 0.000,0.000. De coordinaten kun je indien nodig met behulp van het programma Excel en met de daarvoor benodigde formule aanpassen.
Om alle coordinaten daarna in Autocad te kunnen invoeren kun je het beste een "Script" document gebruiken anders moet je de vele honderden coordinaten allemaal met de hand invoeren. Wanneer je een "Script" document gebruikt is alles een kwestie van "copieren" en "plakken".
Nadat Autocad de basiscirkel heeft aangepast op R=65 kan de "moedernok" worden gemaakt. Dit laat ik doen door iemand met een CNC gestuurde machine (is voor een dergelijke
machine een kleinigheid).
Voor mijn Triumph (en voor alle motoren met een identieke klepbediening) zijn op deze manier
een zestal verschillende profielen gemaakt met allemaal dezelfde
acceleratie waardes e.d. Alle 6 hebben een andere
openingsduur en een andere maximale lift.
Als de "moedernok" (basiscikel R=65) klaar is dan kan deze op een “Dummy” as worden gemonteerd zodat het profiel
kan worden gecopieerd op iedere nokkenas, zie de foto's. Voor het daadwerkelijk slijpen heb ik een 3-assige copieer machine gemaakt. Bijna alle nokkenas slijpmachine hebben 2 assen, maar met 3 assen ben je niet alleen afhankelijk van een moedernok. Met een 3 assige copieer machine kun je de lift van een moedernok beinvloeden (binnen grenzen). Met de 3 assige copieermachine kunnen alle 6 profielen (met ieder een bepaalde openingsduur) geslepen worden met een zeer grote variatie aan maximale lift !
De eerste as, de "Dummy" as, zit in de drieklauw van de draaibank. Op deze "Dummy" as kan de CNC "moedernok" worden gemonteerd terwijl deze as ook is voorzien van een center zodat een nokkenas tussen centers kan worden opgespannen. Deze eerste as is tevens voorzien van een meeneemconstructie en een voorziening om de te slijpen nokkenas "op tijd" te zetten (een nokkenastandwiel heeft altijd een aantal tanden een veelvoud van 2 !).
De tweede as is voorzien van een zwenkarm waarop een volgrol is gelagerd die dezelfde diameter heeft als de te gebruiken slijpsteen.
De derde as is voorzien van een identieke zwenkarm en een constructie die het mogelijk maakt een slijpsteen met motor in lengte richting van de te slijpen nokkenas heen en weer te schuiven, van nok naar nok. De zwenkarmen van de tweede en de derde as zijn gekoppeld met een constructie die het mogelijk maakt "aanzet" te geven.
De "armlengte" is bij deze derde as iets verstelbaar om de gewenste maximale lift te kunnen slijpen (ongeacht de lift van de moedernok).
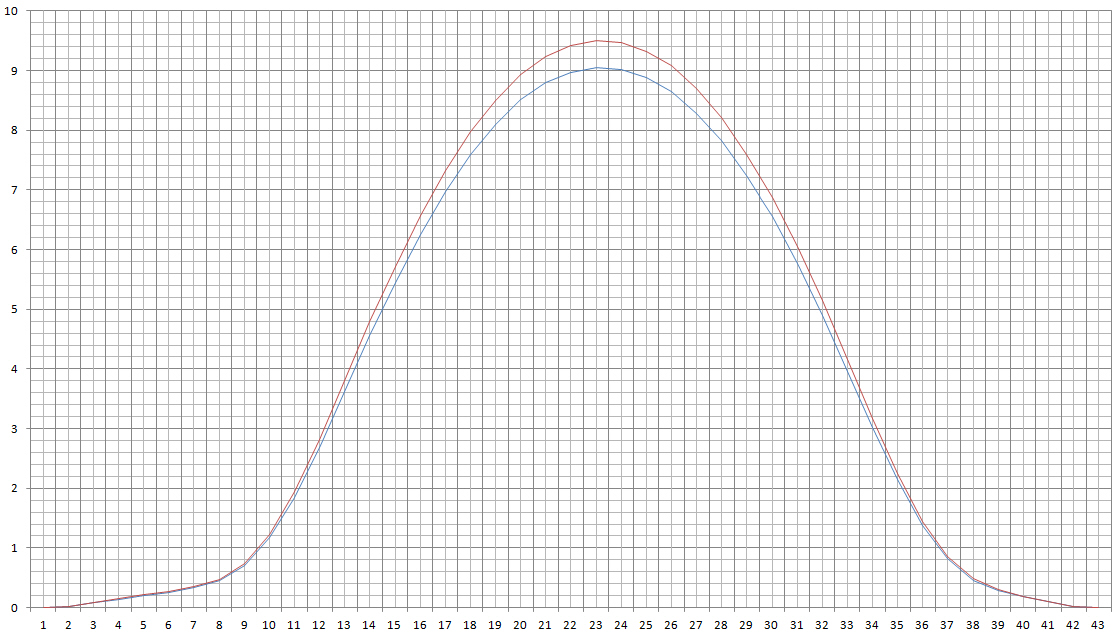
Wat er mogelijk is met deze derde as, en dan met name het wijzigen van de "armlengte" daarvan, is goed zichtbaar op onderstaande grafiek. Door de armlengte van de derde as met slechts 13 mm in te korten (even 2 bouten lossen en een stukje plat 13 mm opschuiven) neemt de maximale lift met bijna een halve mm toe (bij het gebruik van dezelfde moedernok !). De contouren van de nok blijven hetzelfde:
In onderstaand filmpje zie je hoe het slijpen in z'n werk gaat (een Triumph
C-Range nokkenas wordt hier geslepen) :
Op het bovenstaande filmpje lijkt het een ingewikkelde construktie, maar dat valt erg mee. Een aantal foto's genomen tijdens het plaatsen van de slijpmachine op de draaibank maakt veel duidelijk, zie elders.
Heb je een nokkenas geslepen dan is het verstandig om het resultaat eerst te controleren (graden versus lift) voordat je de nokkenas in een blok monteert. Dit kan bij een stoterstang klepbediening het beste worden gecontroleerd met behulp van een draaibank. Zie elders bij "Het maken van een klepliftdiagram".
Voor de Laverda (erg lang geleden) nieuwe assen gemaakt (materiaal: 16MnCr5, beide nokken inzetharden, hardingslaag 0,8
– 1 mm, harding 60-63 Rc).
Tegenwoordig worden nokkenassen ook wel opgelast met
bijvoorbeeld een Stellite elektrode.
Er worden regelmatig (meer of minder versleten) nokkenassen op marktplaats e.d. aangeboden.
Dit kost erg weinig, en wanneer een Stellite eletrode
wordt gebruikt dan kan het harden ook achterwege blijven!
Daarom zijn de Triumph nokkenassen opgelast en vervolgens geslepen.
Over "Ramps", maximale versnelling en maximale vertraging e.d. :
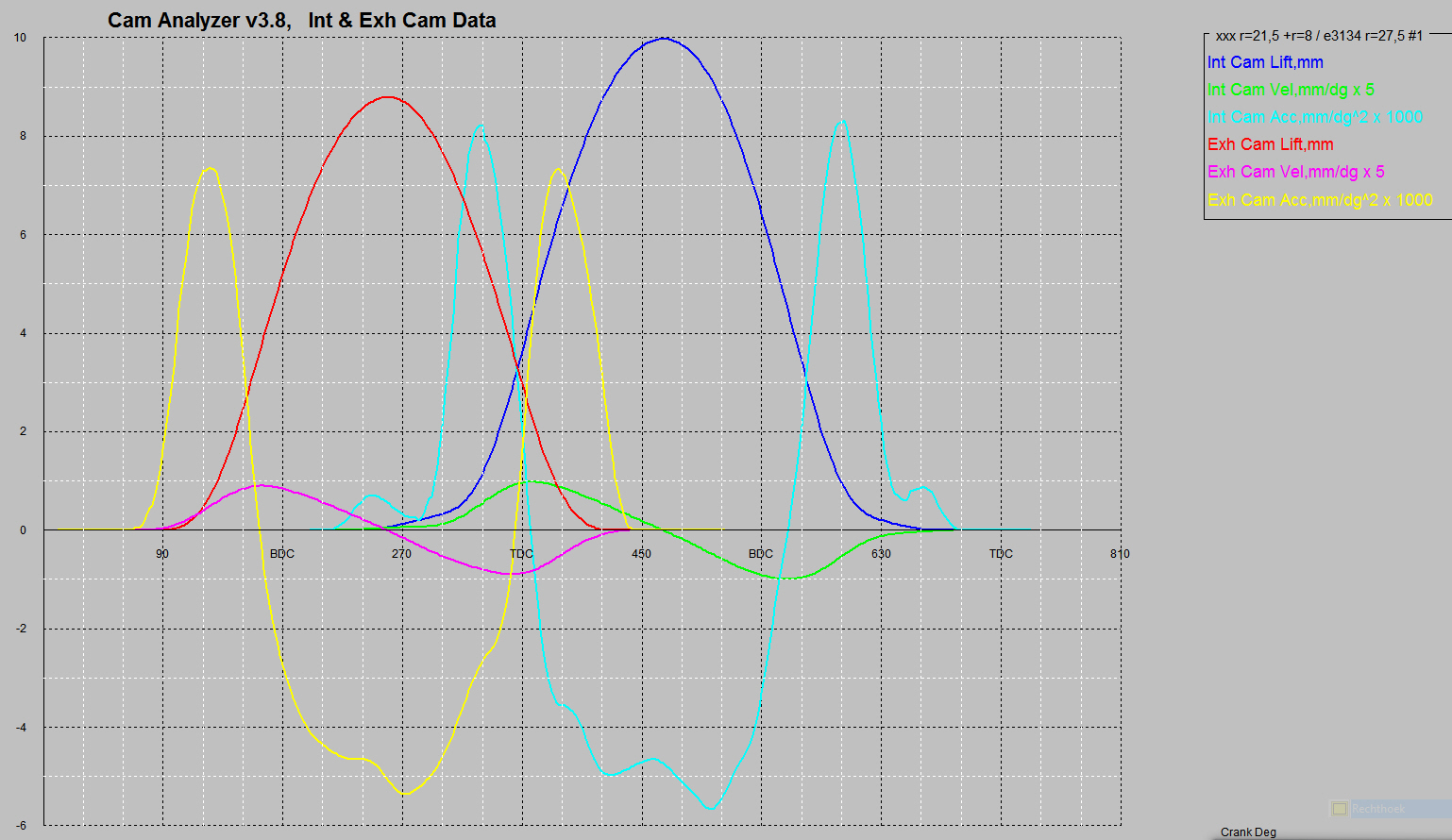
Over bovenstaande grafiek:
Klepliftkrommes:
Er zijn twee klepliftkrommes zichtbaar: in rood een jaren 50 / 60
Triumph "High Performance" E3134 profiel (uitlaat), en in donkerblauw
een modern nokkenasprofiel (inlaat).
Dit moderne profiel heeft
meer lift en openingsduur en heeft duidelijk zichtbare "Ramps".
(rechte gedeeltes met een constante lage lifttoename om de klepspeling geleidelijk op te heffen).

Snelheidslijnen:
De rose lijn hoort bij de rode klepliftkromme, de groene lijn hoort bij
de donkerblauwe klepliftkromme. Deze beide lijnen stellen de snelheid
voor van een object die de bijbehorende klepliftkromme volgt. De snelheid is maximaal wanneer de maat "X" in de afbeelding rechts het grootst is (omtreksnelheid het hoogst).
Aan deze
twee lijnen is goed te zijn dat de openingssnelheid bij 3,5 mm (rood)
en bij 4 mm kleplift (donkerblauw) al maximaal is en dat de snelheid
bij maximum lift nul is.
Acceleratie / vertraging:
Acceleratie en vertraging spreekt voor zich, betekent een wijziging in de snelheid.
De gele lijn hoort bij de rode klepliftkromme, de lichtblauwe
lijn hoort bij de donkerblauwe klepliftkromme. Deze lijnen stellen de acceleratie / vertraging voor van de
klepbedieningsonderdelen en daarmee samenhangend de belasting.
Deze
waarden mogen niet te groot worden anders krijg je "brokken".
Het is duidelijk te zien dat het openen en sluiten van een klep
zondermeer voor de meeste acceleratie (en daarmee belasting) zorgt. Het
openen van de klep door een modern nokkenasprofiel zorgt in dit geval
voor ongeveer een 10% hogere maximale belasting (bij gelijkblijvend
maximum toerental).
Het is ook duidelijk te zien dat de acceleratie veroorzaakt door het
openen van de klep al bij 3 mm (rood) en 4 mm kleplift (donkerblauw)
overgaat in een negatieve acceleratie oftewel een vertraging.
Dat betekent dat al na 3 en 4 mm lift de klepveer moet zorgen dat de
nokvolger op de nok blijft gedrukt !
De gele en de lichtblauwe lijnen onder de nul-lijn stelt dus de vertraging voor.
Het is duidelijk zichtbaar dat de benodigde klepveersterkte
voor de modernere nokkenasprofiel nauwelijks groter hoeft te zijn dan
bij het oude E3134 profiel (bij gelijkblijvende klepbediening en
toerental).
"Snelle" nokkenassen geven vrijwel altijd meer vermogen bij hogere toerentallen.
Wat kun je doen om
klepbedieningsonderdelen geschikt(er) te maken voor hogere toerentallen:
1: Het is altijd een goed idee om de heen- en
weer gaande klepbedieningsonderdelen zo licht mogelijk te maken
(alleen
ergens materiaal weghalen op plekken waar de sterkte niet door wordt
aangetast).
Ik gebruik daarnaast niet standaard klepveren, deze klepveren (van een Rotax motorblok) hebben minder
windingen, zijn iets sterker, zijn beter geschikt voor meer lift en bestaat uit slechts 1 veer per klep waardoor
er op gewicht wordt bespaard (bij een klepveer wordt de helft van
het gewicht van de veer als heen en weer gaande gewicht
gerekend).
2: Stoterstangen bijvoorbeeld, maak ik van een moderne aluminiumsoort,
hierdoor zijn ze aanmerkelijk sterker geworden en toch niet in gewicht
toegenomen (het schijnt dat stoterstangen onder hoge
belasting / toerentallen kunnen gaan buigen).